360-Degree Inspection: Achieving Total Coverage with Multiple Camera Angles
Introduction: The “Blind Spot” Problem in Quality Control
If you pick up a newly manufactured bolt, an automotive valve, or an electronic connector, how do you inspect it? Naturally, you look at the top, and then you roll it around in your fingers to check the sides, the threads, and the bottom.
To guarantee a part is 100% defect-free, you must see 100% of its surface area.
When transitioning to automated quality control, a common question arises: How can a machine inspect the entire part if the part is zooming down a conveyor belt at 800 pieces per minute? If a camera is looking down from above, doesn’t it leave a “blind spot” underneath?
The answer lies in the sophisticated multi-camera architecture of Openex Optical Sorting Machines. By strategically positioning Top, Bottom, and Side view cameras, our systems achieve true 360-degree inspection without ever needing to slow down or flip the part.
Here is how these camera angles work in perfect unison.
The Foundation: The Glass Plate System
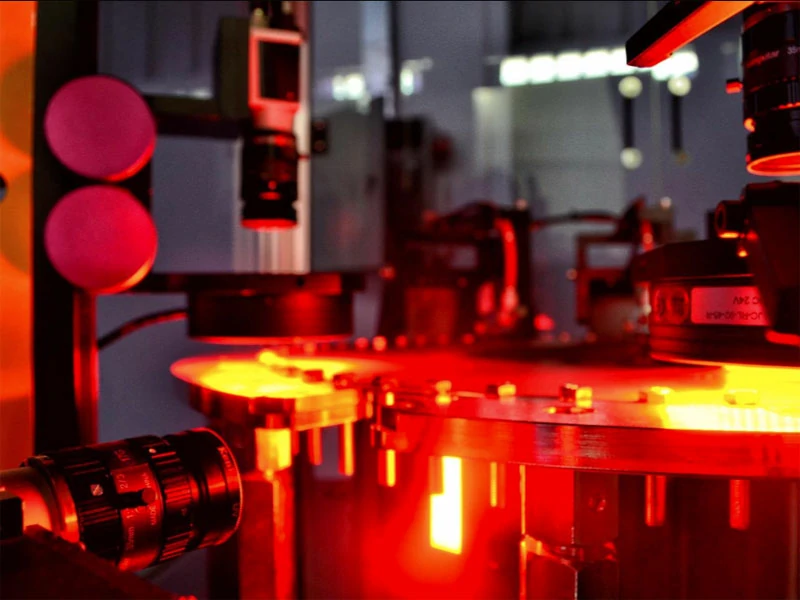
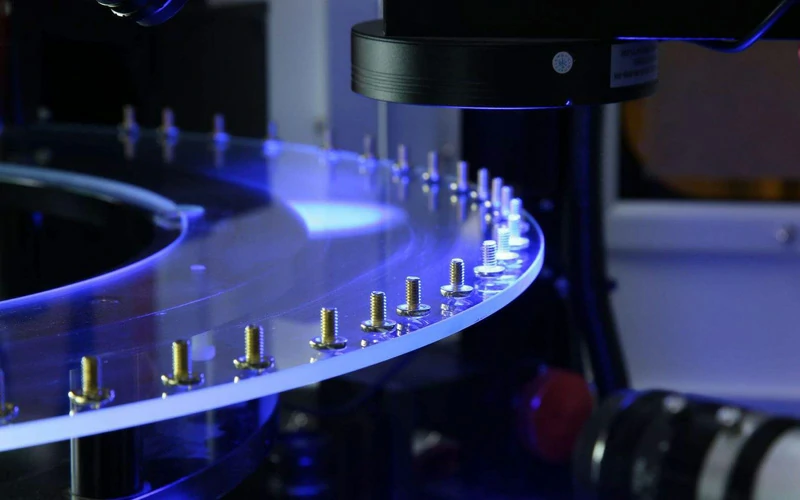
To understand how we achieve 360-degree visibility, we first must look at the stage where the inspection happens.
While traditional conveyors block the bottom of a part, our highly popular Glass Plate Optical Sorting Machines utilize a hardened, transparent rotary glass disc. As the parts are fed onto this rotating glass table, they are suspended in clear space. This ingenious design allows cameras and lighting to be mounted both above, around, and beneath the part.
Let’s break down the role of each camera station.
1. The Top Camera: Heads, Surfaces, and Inner Diameters
The top-down view is the most standard angle in machine vision, but it is incredibly powerful. Mounted directly above the glass plate, this camera looks straight down at the resting part.
What it inspects:
- Heads of Fasteners: Checking for correct drive recesses (Phillips, Torx, Hex), head cracks, or stamping errors.
- Inner Diameters (ID): Measuring the exact size and concentricity of through-holes, nuts, or washers.
- Top Surface Defects: Detecting scratches, rust, or missing plating on flat components.
2. The Bottom Camera: The Hidden Advantage
Because the part is resting on a highly transparent glass plate, we can position a camera looking straight up from underneath. This eliminates the need for complex, jam-prone mechanical flippers that would otherwise be required to turn the part over.
What it inspects:
- Bottom Surface Integrity: Checking the bearing surface of a bolt or the underside of a washer for burrs or unevenness.
- Through-Hole Verification: Working in tandem with the top camera to ensure a drilled hole goes completely through the part without internal blockages.
- Weld Nuts and Rivets: Inspecting the critical mating surfaces that will eventually sit flush against other components in an assembly.
3. The Side Cameras: Profiling and Thread Inspection
While top and bottom cameras handle the “flat” surfaces, the side cameras are responsible for the part’s profile. For cylindrical parts like screws, pins, or automotive shafts, the side view is where the most critical dimensional measurements take place.
However, a single side camera only sees one profile. What if there is a dent on the opposite side?
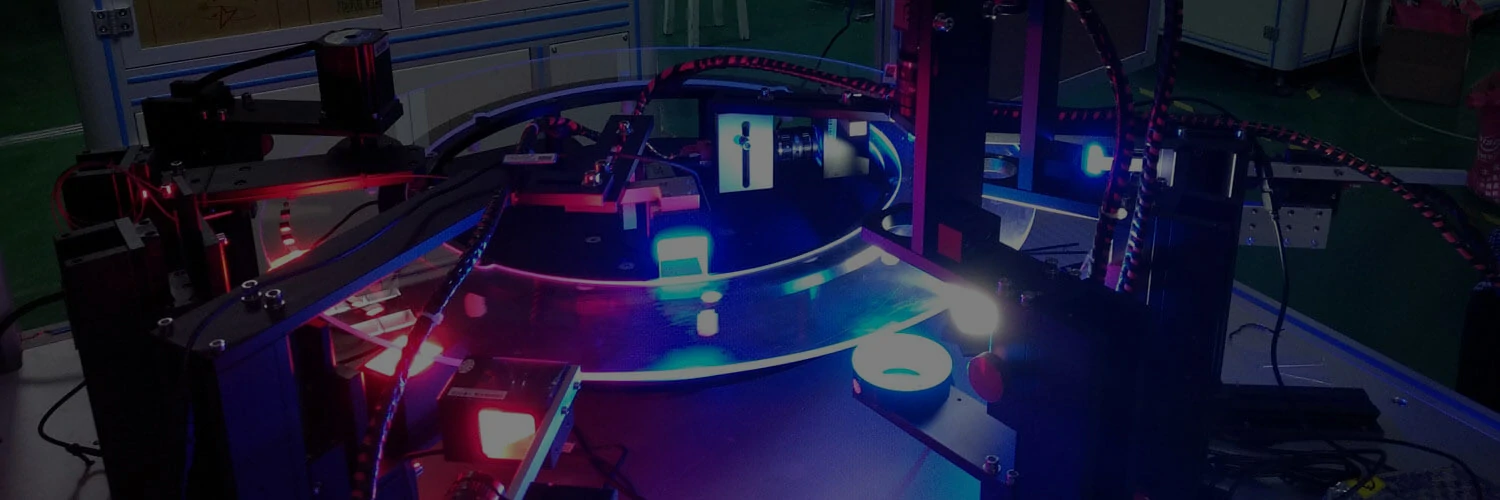
To achieve a true 360-degree wrap-around view, Openex integrates multiple side cameras (often 2, 4, or even 6 cameras positioned at intersecting angles, such as 90° or 120° apart).
What they inspect:
- Thread Metrics: Pitch, major/minor diameter, thread angle, and detecting damaged or missing threads.
- Length and Height: Measuring the total length of a shank or the height of a specific step-down on a machined pin.
- Side Surface Defects: Catching vertical scratches, dents, or tool marks on the outer diameter of a cylinder.
Working in Unison: The Software Brain
Having 4 to 8 high-resolution industrial cameras is only half the battle. The true magic of an Openex Optical Sorting Machine is the software that orchestrates them.
As the part passes through the inspection zone, sensors trigger all cameras to fire simultaneously—often accompanied by highly specialized strobe lighting to freeze the motion.
In a fraction of a millisecond, the vision software processes these multiple images in parallel. It cross-references the data:
- Did the top camera say the head is good? Yes.
- Did Side Camera A say the thread pitch is correct? Yes.
- Did Side Camera B detect a crack on the side? No.
If even one camera detects an anomaly that falls outside your programmed tolerances, the software flags the part as a reject. The part is tracked by an encoder as it continues moving, and a pneumatic air-jet precisely blasts the defective part into a reject bin, while the good parts flow seamlessly into the packaging container.
Conclusion: No Blind Spots, No Compromises
In industries like automotive, aerospace, and medical device manufacturing, a defect hidden in a blind spot can be catastrophic.
By utilizing a multi-camera, 360-degree approach, Openex Optical Sorting Machines replicate the thoroughness of a human inspector carefully rolling a part in their hands—but they do it thousands of times faster, with micron-level precision, and without ever getting tired.
When you have total coverage, you have total confidence in your quality.
Next Week: We will shift our focus to metrology and explore Non-Contact Measurement: Why Optical Gauging Beats Calipers and Micrometers.
See the 360° Vision in Action
Curious how our multi-camera setups handle complex part geometries? Contact the Openex Automation team today to schedule a demo or submit your parts for a complimentary vision evaluation.