Défauts de surface vs Mesure dimensionnelle : La double puissance du tri optique
Introduction : Les deux piliers du contrôle qualité
Dans la fabrication traditionnelle, le contrôle qualité (CQ) est souvent divisé en deux mondes distincts.
D’un côté, vous avez le laboratoire de métrologie : précis, mathématique et axé sur les chiffres. La pièce correspond-elle au plan ? Le diamètre se situe-t-il dans la tolérance de +/- 0,05 mm ? Ceci est généralement vérifié avec des pieds à coulisse, des micromètres ou des MMT.
De l’autre côté, vous avez l’inspection visuelle : subjective, esthétique et axée sur la finition. La pièce est-elle rouillée ? Y a-t-il une rayure sur la surface ? La couleur du placage est-elle correcte ? Ceci est généralement vérifié par des opérateurs humains sous des lumières vives.
Le problème ? Effectuer ces contrôles séparément est lent et décousu.
Les machines de tri optique Openex comblent cette lacune. En utilisant une optique de caméra avancée et des algorithmes logiciels sophistiqués, nos machines effectuent à la fois des mesures dimensionnelles de haute précision et une détection complexe des défauts de surface — simultanément, en quelques millisecondes, sur la même ligne de production.
Voici comment une seule machine maîtrise ces deux tâches très différentes.
1. Mesure dimensionnelle : Le « pied à coulisse virtuel »
Lorsque nous parlons de « tri », nous ne nous contentons pas de séparer les pommes des oranges. Nous mesurons des tolérances d’ingénierie critiques.
Une machine de tri optique agit comme une jauge sans contact. Contrairement à une jauge physique « passe/passe pas », qui s’use avec le temps et peut rayer la pièce, la machine utilise la lumière pour mesurer.
Comment ça marche :
La machine est calibrée de sorte que chaque pixel de l’image de la caméra représente une distance réelle spécifique (par exemple, 1 pixel = 5 microns). À mesure que les pièces défilent sur la plaque de verre ou la table d’indexation, le système prend une image et calcule instantanément :
- Tolérances géométriques : Longueur, largeur, hauteur et angles.
- Mesures radiales : Diamètre intérieur (ID), diamètre extérieur (OD) et rayons.
- Métrique du filetage : Diamètre majeur, diamètre mineur et pas de vis.
- Écarts de forme : Concentricité (le trou est-il parfaitement centré ?) et circularité.
L’avantage :
Parce qu’il est numérique, vous obtenez des valeurs de données réelles, pas seulement un « OK ». Vous pouvez voir si votre machine de production dérive lentement hors tolérance avant de commencer à produire des rebuts.
2. Détection des défauts de surface : Trouver les imperfections
Alors que la mesure de la taille est un problème de mathématiques, trouver une rayure est un défi d’optique. Les défauts de surface sont souvent irréguliers, imprévisibles et difficiles à voir.
C’est là que les systèmes d’éclairage spécialisés d’Openex entrent en jeu. En combinant des caméras supérieures, latérales et inférieures avec des angles d’éclairage variables (coaxial, dôme, angle faible), la machine peut visualiser des défauts que même l’œil humain pourrait manquer.
Ce que nous détectons :
- Défauts de matériau : Fissures, fissures ou bulles d’air dans le moulage plastique.
- Dommages de traitement : Bosses, rayures profondes ou marques d’impact du processus d’outillage.
- Contamination : Taches d’huile, poussière ou copeaux de métal collés à la pièce.
- Problèmes de revêtement : Placage manquant, taches de rouille ou décoloration.
Le défi résolu :
Un problème courant en automatisation est de faire la distinction entre un grain de poussière (qui peut être soufflé) et une rayure (qui est un défaut). Le logiciel Openex utilise un traitement d’image avancé et un filtrage par IA pour distinguer les anomalies « nuisibles » des défauts réels à rejeter.
3. La puissance de la simultanéité (Faire les deux en même temps)
La vraie magie opère lorsque ces deux fonctions travaillent ensemble.
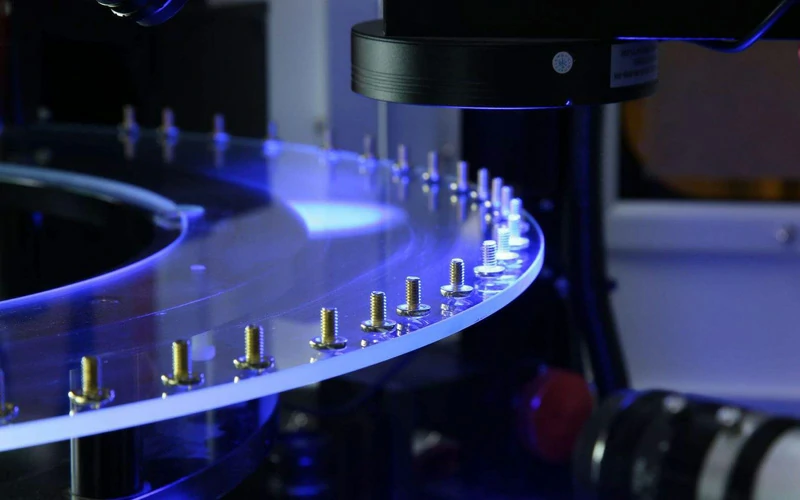
Imaginez un boulon automobile spécialisé.
- Caméra 1 (Vue de côté) mesure le pas de vis pour s’assurer qu’il se visse correctement (Dimensionnel).
- Caméra 2 (Vue de dessus) inspecte la tête à la recherche de fissures causées par la machine à estamper (Défaut de surface).
- Caméra 3 (Vue de dessous) vérifie que le placage couvre toute la base (Défaut de surface) ET mesure le diamètre de la tige (Dimensionnel).
Tout cela se produit dans la fraction de seconde où la pièce traverse la zone d’inspection. Le logiciel combine toutes ces décisions « OK/Rejet » en une seule sortie. Si la pièce est non conforme, que ce soit en termes de taille ou d’apparence, elle est instantanément soufflée dans le bac « Rejet » (ou dans des bacs de retouche spécifiques, si configuré).
4. Pourquoi le « tout-en-un » vous fait économiser de l’argent
Investir dans une machine qui gère à la fois la métrologie et l’esthétique offre un retour sur investissement (ROI) composé :
- Empreinte réduite : Vous n’avez pas besoin d’un poste de mesure suivi d’un poste d’inspection visuelle. Une seule machine fait tout.
- Manipulation réduite : Chaque fois que vous prenez une pièce pour la déplacer vers un autre testeur, vous risquez de la faire tomber ou de l’endommager. L’inspection en un seul passage élimine ce risque.
- Données complètes : Lorsqu’une pièce est non conforme, vous savez exactement pourquoi. Vous n’obtenez pas seulement un bac de pièces défectueuses ; vous obtenez un rapport indiquant : « 30 % ont échoué en raison de la longueur (ajustez votre coupeur), et 10 % ont échoué en raison de rayures (vérifiez votre alimentateur). »
Conclusion : Contrôle qualité total
Sur le marché moderne, une pièce de la taille parfaite mais rayée est un rejet. Une pièce brillante et parfaite mais 0,1 mm trop courte est également un rejet.
Vous не pouvez pas vous permettre de faire des compromis sur l’un ou l’autre. Les machines de tri optique Openex garantissent que chaque produit qui quitte votre usine est géométriquement parfait et esthétiquement impeccable.
La semaine prochaine : Nous examinerons le héros méconnu du processus de tri — le mécanisme qui amène réellement les pièces dans la machine — dans notre article : Comment ça marche : Le rôle des bols vibrants et des systèmes d’alimentation en automatisation.
Découvrez les machines de tri optique Openex
Besoin d’une solution personnalisée ? Contactez notre équipe d’ingénieurs dès aujourd’hui pour une consultation gratuite sur vos pièces.