Дефекты поверхности и измерение размеров: двойная сила оптической сортировки
Введение: два столпа контроля качества
В традиционном производстве контроль качества (КК) часто делится на два отдельных мира.
С одной стороны, у вас есть метрологическая лаборатория: точная, математическая и сосредоточенная на цифрах. Соответствует ли деталь чертежу? Находится ли диаметр в пределах допуска +/- 0,05 мм? Обычно это проверяется с помощью штангенциркулей, микрометров или КИМ.
С другой стороны, у вас есть визуальный контроль: субъективный, эстетический и сосредоточенный на отделке. Ржавая ли деталь? Есть ли царапина на поверхности? Правильный ли цвет покрытия? Обычно это проверяется рабочими при ярком освещении.
Проблема? Выполнять эти проверки по отдельности медленно и бессвязно.
Оптические сортировочные машины Openex устраняют этот разрыв. Используя передовую оптику камер и сложные программные алгоритмы, наши машины выполняют как высокоточное измерение размеров, так и сложное обнаружение дефектов поверхности — одновременно, за миллисекунды, на одной и той же производственной линии.
Вот как одна машина справляется с этими двумя совершенно разными задачами.
1. Измерение размеров: «виртуальный штангенциркуль»
Когда мы говорим о «сортировке», мы не просто отделяем яблоки от апельсинов. Мы измеряем критические инженерные допуски.
Оптическая сортировочная машина действует как бесконтактный калибр. В отличие от физического калибра «годен/не годен», который со временем изнашивается и может поцарапать деталь, машина использует для измерения свет.
Как это работает:
Машина откалибрована таким образом, что каждый пиксель на изображении камеры представляет собой определенное расстояние в реальном мире (например, 1 пиксель = 5 микрон). Когда детали движутся по стеклянной пластине или поворотному столу, система делает снимок и мгновенно вычисляет:
- Геометрические допуски: длина, ширина, высота и углы.
- Радиальные измерения: внутренний диаметр (ID), наружный диаметр (OD) и радиусы.
- Метрики резьбы: наружный диаметр, внутренний диаметр и шаг резьбы.
- Отклонения формы: концентричность (идеально ли отцентровано отверстие?) и округлость.
Преимущество:
Поскольку это цифровой процесс, вы получаете фактические значения данных, а не просто «прошел». Вы можете увидеть, что ваше производственное оборудование медленно выходит из допуска, прежде чем начнете производить брак.
2. Обнаружение дефектов поверхности: поиск недостатков
В то время как измерение размера — это математическая задача, поиск царапины — это задача оптики. Дефекты поверхности часто бывают нерегулярными, непредсказуемыми и их трудно увидеть.
Именно здесь вступают в игру специализированные системы освещения Openex. Комбинируя верхние, боковые и нижние камеры с различными углами освещения (коаксиальное, купольное, низкоугольное), машина может визуализировать дефекты, которые может пропустить даже человеческий глаз.
Что мы обнаруживаем:
- Дефекты материала: трещины, разрывы или пузырьки воздуха при литье пластмасс.
- Повреждения при обработке: вмятины, глубокие царапины или следы ударов от инструмента.
- Загрязнения: масляные пятна, пыль или металлическая стружка, прилипшая к детали.
- Проблемы с покрытием: отсутствие покрытия, пятна ржавчины или изменение цвета.
Решенная задача:
Распространенной проблемой в автоматизации является различие между частицей пыли (которую можно сдуть) и царапиной (которая является дефектом). Программное обеспечение Openex использует передовую обработку изображений и фильтрацию с помощью ИИ, чтобы различать «мешающие» аномалии и фактические бракованные дефекты.
3. Сила одновременности (делать и то, и другое сразу)
Настоящее волшебство происходит, когда эти две функции работают вместе.
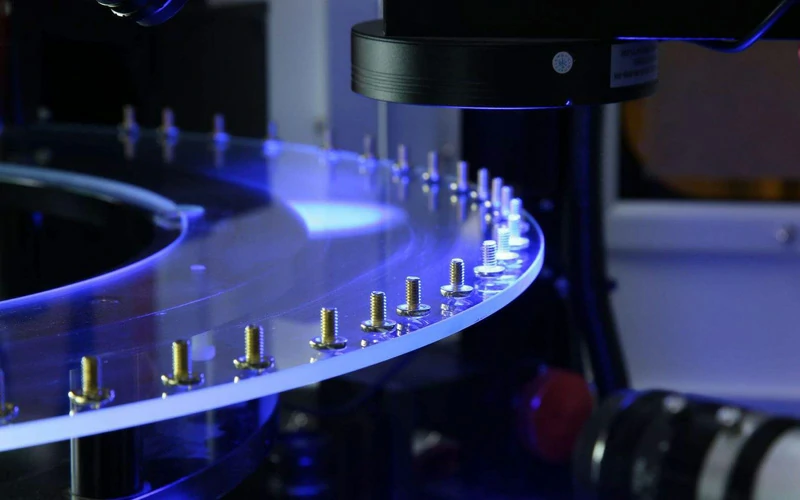
Представьте себе специализированный автомобильный болт.
- Камера 1 (вид сбоку) измеряет шаг резьбы, чтобы убедиться, что он вкручивается правильно (размерный контроль).
- Камера 2 (вид сверху) проверяет головку на наличие трещин, вызванных штамповочным прессом (дефект поверхности).
- Камера 3 (вид снизу) проверяет, покрывает ли покрытие всю основу (дефект поверхности) И измеряет диаметр стержня (размерный контроль).
Все это происходит за долю секунды, пока деталь проходит через зону контроля. Программное обеспечение объединяет все эти решения «прошел/не прошел» в один результат. Если деталь не проходит проверку по размеру или по внешнему виду, она мгновенно сдувается в контейнер «брак» (или в специальные контейнеры для переделки, если это настроено).
4. Почему «все в одном» экономит ваши деньги
Инвестиции в машину, которая обрабатывает как метрологию, так и эстетику, обеспечивают совокупную окупаемость инвестиций (ROI):
- Уменьшение занимаемой площади: вам не нужна станция измерения, за которой следует станция визуального контроля. Одна машина делает все.
- Уменьшение перемещений: каждый раз, когда вы берете деталь, чтобы переместить ее к другому тестеру, вы рискуете уронить или повредить ее. Инспекция за один проход устраняет этот риск.
- Полные данные: когда деталь бракуется, вы точно знаете, почему. Вы не просто получаете контейнер с плохими деталями; вы получаете отчет, в котором говорится: «30% брака из-за длины (отрегулируйте резак), а 10% брака из-за царапин (проверьте податчик)».
Заключение: тотальный контроль качества
На современном рынке деталь идеального размера, но с царапиной, является браком. Деталь блестящая и идеальная, но на 0,1 мм короче, также является браком.
Вы не можете позволить себе идти на компромисс ни в том, ни в другом. Оптические сортировочные машины Openex гарантируют, что каждый продукт, покидающий ваше предприятие, является геометрически совершенным и эстетически безупречным.
На следующей неделе: мы рассмотрим незамеченного героя процесса сортировки — механизм, который фактически доставляет детали в машину — в нашем посте: Как это работает: роль вибрационных чаш и систем подачи в автоматизации.
Изучите оптические сортировочные машины Openex
Нужно индивидуальное решение? Свяжитесь с нашей инженерной командой сегодня для бесплатной консультации по вашим деталям.