Surface Defects vs. Dimensional Measurement: The Dual Power of Optical Sorting
Introduction: The Two Pillars of Quality Control
In traditional manufacturing, Quality Control (QC) is often split into two separate worlds.
On one side, you have the Metrology Lab: Precise, mathematical, and focused on numbers. Does the part fit the blueprint? Is the diameter within the +/- 0.05mm tolerance? This is usually checked with calipers, micrometers, or CMMs.
On the other side, you have Visual Inspection: Subjective, aesthetic, and focused on finish. Is the part rusty? Is there a scratch on the surface? Is the plating color correct? This is usually checked by human workers under bright lights.
The problem? Doing these separately is slow and disjointed.
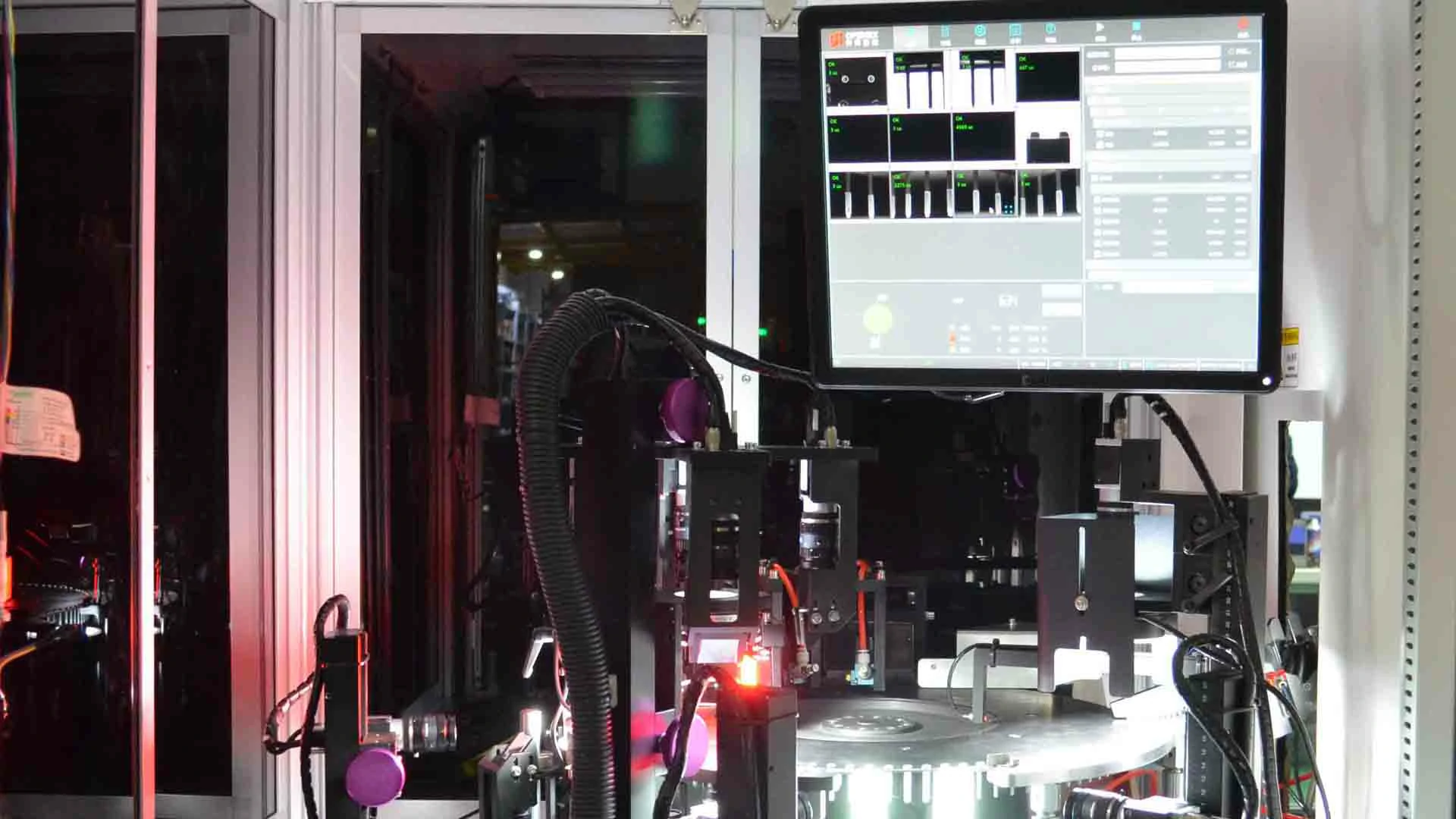
Openex Optical Sorting Machines bridge this gap. By utilizing advanced camera optics and sophisticated software algorithms, our machines perform both high-precision dimensional measurement and complex surface defect detection—simultaneously, in milliseconds, on the same production line.
Here is how one machine masters these two very different tasks.
1. Dimensional Measurement: The “Virtual Caliper”
When we talk about “sorting,” we aren’t just separating apples from oranges. We are measuring critical engineering tolerances.
An optical sorting machine acts as a non-contact gauge. Unlike a physical “Go/No-Go” gauge, which wears out over time and can scratch the part, the machine uses light to measure.
How it works:
The machine is calibrated so that every pixel in the camera’s image represents a specific real-world distance (e.g., 1 pixel = 5 microns). As parts speed along the glass plate or index table, the system snaps an image and instantly calculates:
- Geometric Tolerances: Length, width, height, and angles.
- Radial Measurements: Inner Diameter (ID), Outer Diameter (OD), and radii.
- Thread Metrics: Major diameter, minor diameter, and thread pitch.
- Form Deviations: Concentricity (is the hole perfectly centered?) and Roundness.
The Advantage:
Because it is digital, you get actual data values, not just a “Pass.” You can see if your production machinery is slowly drifting out of tolerance before you start making scrap.
2. Surface Defect Detection: Finding the Flaws
While measuring size is a math problem, finding a scratch is an optics challenge. Surface defects are often irregular, unpredictable, and hard to see.
This is where the Openex specialized lighting systems come into play. By combining Top, Side, and Bottom cameras with varying lighting angles (coaxial, dome, low-angle), the machine can visualize defects that even the human eye might miss.
What we detect:
- Material Flaws: Cracks, fissures, or air bubbles in plastic molding.
- Processing Damage: Dents, deep scratches, or impact marks from the tooling process.
- Contamination: Oil stains, dust, or metal shavings stuck to the part.
- Coating Issues: Missing plating, rust spots, or discoloration.
The Challenge Solved:
A common issue in automation is distinguishing between a piece of dust (which can be blown off) and a scratch (which is a defect). Openex software utilizes advanced image processing and AI filtering to distinguish between “nuisance” anomalies and actual rejectable defects.
3. The Power of Simultaneity (Doing Both at Once)
The real magic happens when these two functions work together.
Imagine a specialized automotive bolt.
- Camera 1 (Side View) measures the thread pitch to ensure it screws in correctly (Dimensional).
- Camera 2 (Top View) inspects the head for cracking caused by the stamping machine (Surface Defect).
- Camera 3 (Bottom View) checks that the plating covers the entire base (Surface Defect) AND measures the diameter of the shank (Dimensional).
All of this happens in the fraction of a second that the part is passing through the inspection zone. The software combines all these “Pass/Fail” decisions into a single output. If the part fails either on size or on looks, it is instantly blown into the “Reject” bin (or specific rework bins, if configured).
4. Why “All-in-One” Saves You Money
Investing in a machine that handles both metrology and aesthetics offers a compound Return on Investment (ROI):
- Reduced Footprint: You don’t need a measurement station followed by a visual inspection station. One machine does it all.
- Reduced Handling: Every time you pick up a part to move it to a different tester, you risk dropping or damaging it. One-pass inspection eliminates this risk.
- Comprehensive Data: When a part fails, you know exactly why. You aren’t just getting a bin of bad parts; you are getting a report saying: “30% failed due to Length (adjust your cutter), and 10% failed due to Scratches (check your feeder).”
Conclusion: Total Quality Control
In the modern market, a part that is the perfect size but scratched is a reject. A part that is shiny and perfect but 0.1mm too short is also a reject.
You cannot afford to compromise on either. Openex Optical Sorting Machines ensure that every product leaving your facility is geometrically perfect and aesthetically flawless.
Next Week: We will look at the unsung hero of the sorting process—the mechanism that actually gets the parts into the machine—in our post: How It Works: The Role of Vibration Bowls and Feeding Systems in Automation.
Explore Openex Optical Sorting Machines
Need a customized solution? Contact our engineering team today for a free consultation on your parts.